Welding is a versatile skill that has applications in various industries, from automotive manufacturing to construction and more.
However, not all welding is done the same way. The angle and orientation of your welding play a significant role in the quality of your work.
In this article guide, we’ll explore the four main welding positions, namely Flat (1G, 1F), Horizontal (2G, 2F), Vertical (3G, 3F), and Overhead (4G, 4F), delving into their advantages, disadvantages, and other critical aspects.
Understanding Welding Position
To assist operators in identifying the weld joint type (fillet or groove) and position, each weld is assigned a combination of a number and a letter — 1G, 2G, 3G, 4G, 1F, 2F, 3F, or 4F — to represent the position and the required weld type.
Flat position welds are represented by the number 1, horizontal by 2, vertical by 3, and overhead by 4. An “F” denotes a fillet weld, while a “G” signifies a groove weld. Fillet welds connect two metal pieces that are either perpendicular or angled.
Groove welds, on the other hand, are created in a groove between workpieces or between workpiece edges. Therefore, a 2G weld signifies a horizontal groove weld.
In a welding procedure specification (WPS) or on filler metal data sheets, these designations are used to specify the positional capabilities of particular filler metals.
The chosen filler metal, welding process, and transfer mode dictate the welding position. Some filler metals are designed for all positions, while others are limited to flat and horizontal welding.
The filler metal type will have a designation indicating the positions it can be used in. For instance, a flux-cored electrode may be labeled as E70T-XX or E71T-XX. The zero in E70T-XX implies that the electrode is suitable only for flat and horizontal positions, while the 1 in E71T-XX denotes a filler metal that can be utilized in all positions.
As for processes and transfer modes, the following general guidelines apply:
- TIG welding can be performed in all positions.
- Short-circuit MIG is suitable for all positions.
- Spray transfer MIG is recommended for flat and horizontal welding only.
- Pulsed MIG can be used in all positions.
- Stick and flux-cored welding can be employed in all positions, but the choice of filler metal is the primary determinant in this case.
Flat Welding Position (1G)
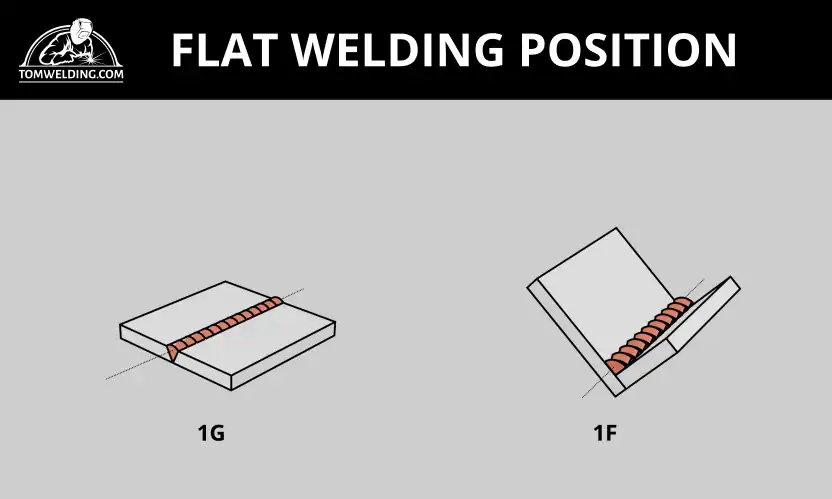
Flat welding is the simplest and most beginner-friendly of the four welding positions. In this position, the welder has the advantage of working against gravity, allowing for a more controlled and even weld bead.
The Flat welding position is often the first that novice welders learn because of its simplicity and efficiency.
Its advantages, such as good penetration and the fastest welding speeds, make it a popular choice in industries like shipbuilding and automotive manufacturing. However, its limitations lie in its applicability—this method can only be employed when the workpiece can be positioned flat.
Flat welding is commonly performed in controlled environments like welding booths and workshops, making operator comfort a high consideration.
Welders and instructors are the key people-based entities involved in this welding position. Typical actions include setting up the workpiece and running beads at a comfortable, yet efficient, speed, offering both comfort and satisfaction to the welder.
These emotions are often associated with the speed and quality of work one can achieve in this position.
Horizontal Welding Position (2G)
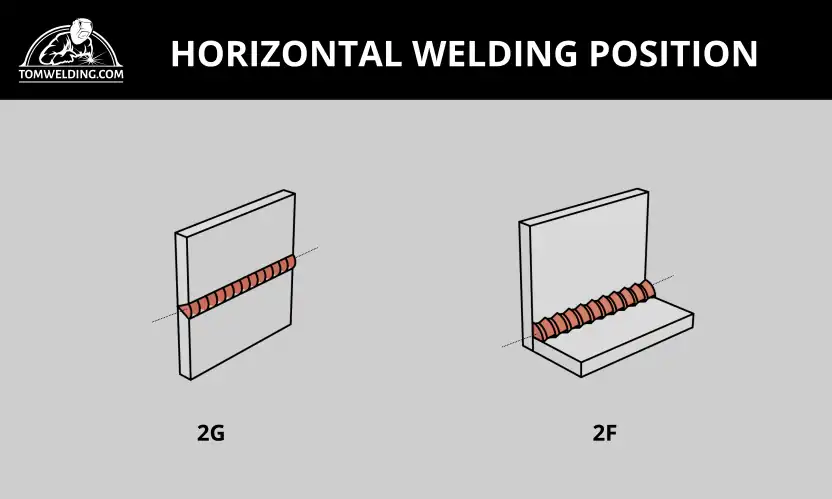
Horizontal welding presents more challenges than the flat position, as the welder must maintain control over the molten metal’s flow on a vertical plane.
Horizontal welding offers advantages over vertical welding for long joints and provides a moderate speed of operation.
While it’s frequently used for railings and structural frames, it does come with disadvantages, such as the risk of sagging or poor fusion, thereby requiring skill development and risk mitigation.
Often conducted in outdoor sites and construction areas, horizontal welding involves key actions like weaving and adjusting angles to create an effective weld.
Welders and safety inspectors are commonly involved, emphasizing the emotions of challenge and caution. The skill level and technique required for this position make it a valuable skill in any welder’s repertoire.
Also read : Horizontal Welding Position
Vertical Welding Position (3G)
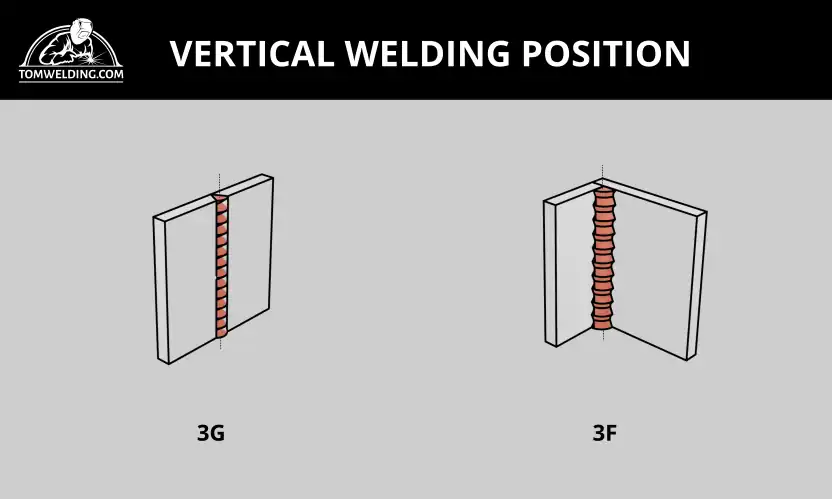
Vertical welding is more challenging than the flat and horizontal positions due to the direct influence of gravity on the molten weld pool.
Vertical welding is particularly useful when horizontal or flat welding is impractical. Its most compelling advantages include its economic application for tall structures like high-rise buildings.
However, it’s a more challenging position due to the effects of gravity, leading to slower speeds and a risk of incomplete fusion.
This position finds extensive application in construction sites, especially high-rise buildings. It involves actions like moving up and down and inspecting welds meticulously.
Welders and certifiers are essential people-based entities in this context. Emotions like concentration and sometimes frustration may be felt given the required precision and the potential complexity of the task.
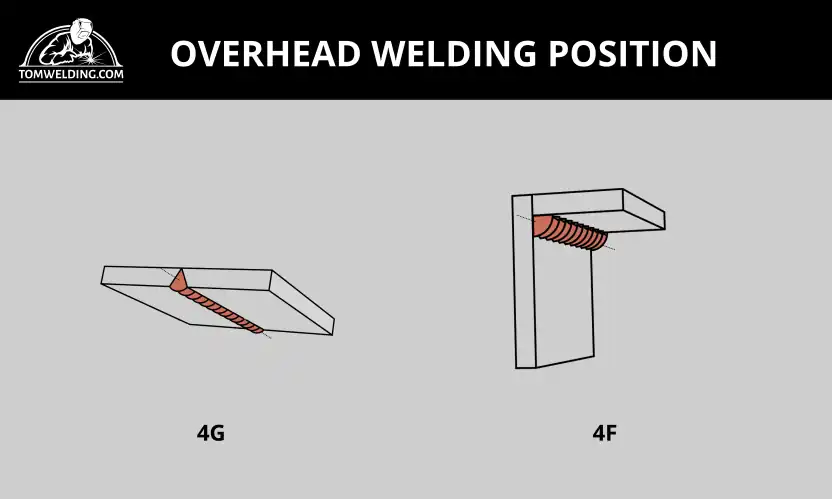
Overhead welding is the most challenging of the four positions, as the welder works against gravity while welding the underside of a joint.
Overhead welding is essential for joints that are inaccessible from above. While it is useful in specific applications like automotive repair and shipbuilding, it’s also the most difficult position due to gravity.
Challenges include risks of spatter and slag inclusion, underlining the need for safety and complexity as the main idea-based entities.
Overhead welding is often performed underneath structures or in repair bays, requiring welders to maintain a steady hand and perform actions like holding steady and conducting safety checks. Welders and safety officers are the key people involved, and the feelings of caution and stress are commonly associated with this task.
In real-life situations, overhead welding is often required for ceiling structures, overhead beams, or elevated structures that cannot be repositioned for welding in a more comfortable position.
Welders must have a strong understanding of the 4G position to tackle a wide range of projects in various industries, including construction, shipbuilding, and infrastructure maintenance.
In conclusion, each of the four main welding positions has its unique set of advantages, disadvantages, applications, and emotional experiences.
Whether you’re a beginner looking to start with flat welding or an experienced welder looking to master the complexities of overhead welding, understanding these positions is crucial for skill development and effective work.